

こんにちは、宮浦晋哉です。この度、FASHIONSNAPでの連載「服と産地の解体新書」をスタートしました。学生時代に海外のファッション学校に留学し、日本の産地の注目度の高さに感銘を受けたことがきっかけで国内製造の発展と創出のお手伝いをしたいと考え、キュレーターとして活動を始めて15年が経とうとしています。これまで1000件以上の工場を巡り、僕が目にしてきたのは人手不足や高齢化などの厳しい現実以上に、他国にはない日本独自の技術力とビジネスの可能性。日本の糸偏産業には技術力と革新性があり、とにかく面白い。そして今、時代の変化に伴い産地のビジネスも変化を見せています。次の世代に引き継がれる転換期として、僕だから語れる産地の黎明の兆しを各産地の工場や歴史を通してお伝えしたいと思います。

Shinya Miyaura
株式会社 糸編
1987年千葉県生まれ。大学卒業後にキュレーターとして全国の繊維産地を回り始める。2013年東京・月島でコミュニティスペース「セコリ荘」を開設。2016年名古屋芸術大学特別客員教授。創業から年間200以上の工場を訪れながら、学校や媒体や空間を通じて繊維産地の魅力の発信し、繋げている。2017年に株式会社糸編を設立。主な著書は『Secori Book』(2013年) 『FASHION∞TEXTILE』(2017年)。
ADVERTISING
第1弾は世界三大毛織物産地として知られる尾州産地。世界的にその価値が認められているのはもちろん、実は日本の繊維産業の発展に大きく貢献した歴史があります。国内産業を支えた尾州がどのように海外に認められ、そして現在まで続くブランド価値を確立したのか。「津島毛織工業協同組合」「山栄毛織株式会社」「葛利毛織工業株式会社」「渡六毛織株式会社」「マテリアルセンター」「中伝毛織株式会社」「カナーレ/小塚毛織株式会社」の7件の取材をもとにお伝えしていきます。
尾州産地(びしゅうさんち)とは?

- 「尾州」は7世紀後半の書物に記された令制国「尾張国(おわりのくに)」が由来で、愛知県北西部から岐阜羽島市、各務原(かかみがはら)市に広がるエリアを指す。
- 蚕の餌となる桑の栽培や綿花の生産に適した土壌、染色および加工に最適な木曽川の軟水が産地の発展に貢献。
- 麻から絹、絹から綿と時代のニーズに合わせて主要な原料を変化させ、昭和初期から毛織物が主要産業に。
- 日本最大の毛織物産地で、国内の毛織物産地の約7割を占める。
- イタリアのビエラ、イギリスのハダースフィールドに並ぶ世界三大毛織物産地。
- 現在では毛織物を中心に綿、麻、絹、化合繊維、複合素材など多様な製品を手掛け、糸、染色、織り、仕上げに至るまで一貫した生産体制が整っている。
毎シーズン来訪、世界のデザイナーが地方の機屋を目指す4つの理由
突然ですがこの記事を読んでくださっている皆さんは日本の地方にある工場が、世界の名だたるメゾンを支えているというのはご存知でしょうか?「支えているなんて大袈裟な......」と思われる方もいるかもしれませんね。しかし、大変喜ばしいことにこれは事実なのです。それもここ数年のブームではなく、数十年に渡って発注を受けている工場が全国に点在しているから驚きです。もちろん、その背景には「コム デ ギャルソン(COMME des GARÇONS)」「ヨウジヤマモト(Yohji Yamamoto)」「イッセイミヤケ(ISSEY MIYAKE)」などをはじめ、多くの国内ブランドとの歩みがあることも忘れてはいけません。


この連載「服と産地の解体新書」の大きな目的は、日本の糸偏産業を支える繊維企業を改めて訪れ、僕が見てきた産地の実態を皆さんに共有すること。そしてその取材先の半数を占めるのが機屋です。そして今回の記事の主役である「山栄毛織(やまえいけおり)株式会社」もその一つ。なぜ、日本の機屋(はたや)が国内だけでなく世界から支持をされ続けているのか、要点はこんな感じです。
- 下請けではなく、二人三脚で要望を形にできる提案力の高さ
- 海外が手放した「手間」を惜しまない姿勢
- 日本の産地独自のネットワークが可能にする極まった専門性
- 100年近く続く企業の層の厚さと、受け継がれる唯一無二の質感
もしかしたら、他の業界に従事されている方でも同じような側面を感じられているかもしれませんね。これからたくさんの工場を取材し、皆さんに新たな視点をお伝えしていきますが、扱う商材やビジネスモデルは違えど、どの工場もこれらの強みの上に成り立っていることを感じていただけるかと思います。今回の工場第1弾の記事を皮切りに、これからの連載でもこの4点を伏線回収をするように楽しんでいただけたら嬉しいです!
#2 国内外のメンズファッションを支える山栄毛織について

第1回目の「津島毛織工業協同組合」に続き、今回も津島を舞台に110年以上続く機屋「山栄毛織」を深掘りします。尾州産地は、市場規模が一番大きく婦人服を取り扱う一宮、戦後に多角化した既成服(アパレル)産業と密接に発展した羽島、物流の拠点として商社が集まる名古屋と、ルーツの異なる地域で構成されているのが特徴ですが、その中でも津島は長年紳士服を手掛けてきた専門性の高い機屋が集まっており、「紳士服の聖地」といわれています。そしてその特徴を体現しているのが、1915年に創業した「山栄毛織」。日本独自のスーツ文化「ブラックフォーマル」を開発した老舗の機屋です。礼服の基本である高度な設計力を武器にしたハイレベルな生地を、主にメンズファッションにおいて国内のみでなく、海外の大手メゾンの発注も受け続け、クリエイションの生命線を握り続けています。
戦後、地位のある男性しか纏うことがなかった礼服に特化した同社が、多様化した現在のファッション市場において欠かせない存在となり得た理由、そして日本のテキスタイルメーカーが持つ開発の特異性について、同社の4代目社長 山田和弘(やまだ かずひろ)氏への取材をもとに解説していきます。
日本だけの「ブラックフォーマル」で積み上げた世界に通用する技術力

そもそも、我々が冠婚葬祭などの重要な場面で着用する「ブラックフォーマル」とは何なのか。スーツの形状から欧州由来の文化だと思われがちですが、あの漆黒とも言える深く濃い生地のスーツは、実は1950年代に日本で独自に誕生したものです。百貨店の礼服売り場でも馴染み深いこの衣服は、海外の一般的なブラックスーツと比較しても色の濃さが際立っています。
その始まりは、山栄毛織を含む3社による協業でした。終戦から5年後の1950年、人々の装いが和装から洋装へと移り変わる過渡期において、当時の正装であった黒の袴(はかま)に代わる洋装の選択肢として開発がスタートしたのです。
開発において最大の壁となったのは、「黒」という色の純度。当時の技術では、ウールをムラなくテカリを抑えて綺麗に染め上げるのは至難の業。そこで、後に「濃染(のうせん)」と呼ばれる染色技術が開発され、同社は染色を経て礼服として形成された際に、生地の美しさが映える設計と製織の技術を生み出しました。



同社は現在、国内外の大手ブランドから絶大な信頼を寄せられる機屋ですが、その確固たる地位を支えているのは、間違いなくブラックフォーマルの開発で培われた技術的基盤です。
製作においては、まず生機(きばた)として無色の生地を織り上げ、その後黒く染め上げます。畏まった場で着用される衣服として、シワを防ぎ生地に高い物性を持ち合わせ、気品のある美しさを極限まで両立させるには緻密な織りの設計が不可欠です。模様が一切出ない黒の無地は素材の欠陥をシビアに浮き上がらせるため、染まった後の姿を逆算して一糸の乱れも許されない完璧な密度と糸面(いとづら)を作り上げる必要があり、この細部への徹底したこだわりこそが、今も山栄毛織のクリエイションの核となっています。
唯一無二の地位を証す低速のレピア織機の存在
山栄毛織のブランディングの要となっているのは、ブラックフォーマルのパイオニアとしての功績だけではありません。同社は先代が考え抜いた“美しく仕上げるための正解”を外さないよう、生産性が高くない低速のレピア織機を稼働させ続けています。同社が所有する織機は両口開口のレピア織機18台と、創業時から使用し続けているションヘル織機の合計19台。



シャトル織機を進化させた型として知られているレピア織機は、大量生産向けに改良され続け、現在では片口開口型が主流です。“口”は糸を通すための空間のこと。片口と両口はその空間を作るために1箇所だけ動くか、2箇所同時に動くかで構造が異なるのです。片口は糸を通す部分が片方しか動かない分、構造がシンプルで動きを早めることができます。両口は糸を通すたびに2つの部分を稼働する構造ですから、それに比例して織りの時間も長くなるという仕組みです。
画面の中央「く」の字型に空間が開いていることが分かります
両口開口レピア織機の速度。高速のレピアに比べると3分の1くらいに感じます。
現在では極めて稀少な両口開口のレピア織機は、ブラックフォーマルの極細ウールなど繊細な素材を織るのに最適です。生産性を犠牲にしても先代の意匠を再現することを優先し、稀少な型を使い続ける姿勢が同社の唯一無二のポジションを不動のものにしました。

経糸のセットも職人が手作業で対応
生地開発の道が拓けた海外メゾンからの依頼
山栄毛織が海外メゾンからの依頼を最初に受けたのは2000年ごろ。誰もが知るような大手メゾンが初めて尾州の地を踏んだのも同社への依頼のためでした。その内容は、スーツの生地の端に取り付けられるブランド表記「耳ネーム」をコットン生地に取り付けて欲しいというもの。たった一つのパーツを目的に欧州から日本に訪れる、大手メゾンのクオリティへの執着が伺えるエピソードですよね。

山栄毛織の耳ネーム
耳ネームの取り付けはスーツを手掛けている機屋への依頼としては一般的ですが、なぜウールや獣毛がメインの同社に依頼したのか。その理由は明確で「どこよりも綺麗に取り付けて欲しいから」。馴染みのないコットンに戸惑いはあったものの、18台のレピア織機で全て対応が可能だったため引き受けると、そのクオリティが高く評価され評判につながりました。それ以降、ウールはもちろん、コットンやリネンなどを用いて“ドレスっぽさを残しつつもカジュアル寄りな生地”を手掛けるようになり、2010年頃から編み地も取り扱うようになったそう。
✍️ 豆知識
織機と車は似ている
トヨタグループの創業者である豊田佐吉が最初に手掛けたのは織機だというのは連載第1回でも触れましたが、織機も車と同じく「使い込むほど癖が出る」というのは職人さんからよく聞く話。何万回、何億回と往復するパーツ同士が、特定の太さの糸や特定の密度で動き続けることで、その条件に最適な削れ方や馴染み方をしていくのです。


山田さん
同じ機械でも少し目を荒くした質感を織ってきたものと、滑らかな質感を織ってきたものでは動き方が全然違います。逆をやろうとしても打ち込みが入らない。生地によっては外注もしますが、ずっとうちで織っているものに関してはその癖を熟知した自社の織機でしか織りません。
理想を形にする先へ、攻めの開発にシフト
この海外メゾンとの出会いから始まった変化の波は2021年にさらに面白い転機をもたらしました。海外からの案件を受け、施策の過程で“生地とはこうあるべき”という固定概念が覆されるようなものがたまたま生まれたことで、山田さんの中にあった一つの制約が外れることに。これまでのデザイナーの意図を忠実に生地に落とし込む役割から、自ら生地を提案するスタイルへと転換していきました。「得意なものはもう十分知ってもらえている」という自信をもとに、業界の変化に合わせて生地の提案にも柔軟に対応することにしたそうです。
同時に、海外をはじめとした顧客からのタイトな納期に応えるべく、生機を戦略的に備蓄する体制に移行。100年を超える歴史の中で積み上げたアーカイヴと、自社織機の個性を現代のスピードで活かすという名門の機屋として新たな可能性を切り拓きました。
✍️ 豆知識
機屋は市場を楽しむ側にいる?“物性の壁からの解放”がもたらした変化
工業製品、大量生産が主流だった時代が終わりを迎えて久しいですが、それに伴って求められる生地も変化しているんです。
山田さん
10~15年ほど前までは生地の強度や耐久性といった「物性(ぶっせい)」が非常に重視され、百貨店やアパレルの基準も厳しかった。一部の商品についてはその傾向が残っていますが、市場の多様化、ファッションの多様性によって「物性も大事にしつつ、さらに感性や付加価値を伴った自由な生地」を求められることが増えてきました。産業の中間にいるとこういった業界の流れに合わせて変化していけるのはすごく楽しい。個々の産地や糸偏産業に対して苦戦が続いているイメージがあるかもしれませんが、あらゆる分野において多様化しているなかだからこそ、新しいものにどんどん挑戦できるチャンスの時代だと思っています!


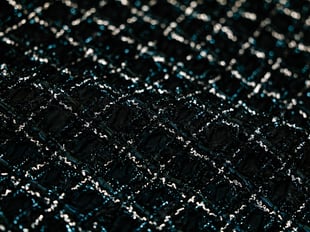
ウールやカシミヤも合わせる素材によって触り心地がガラリと変わるから面白い。
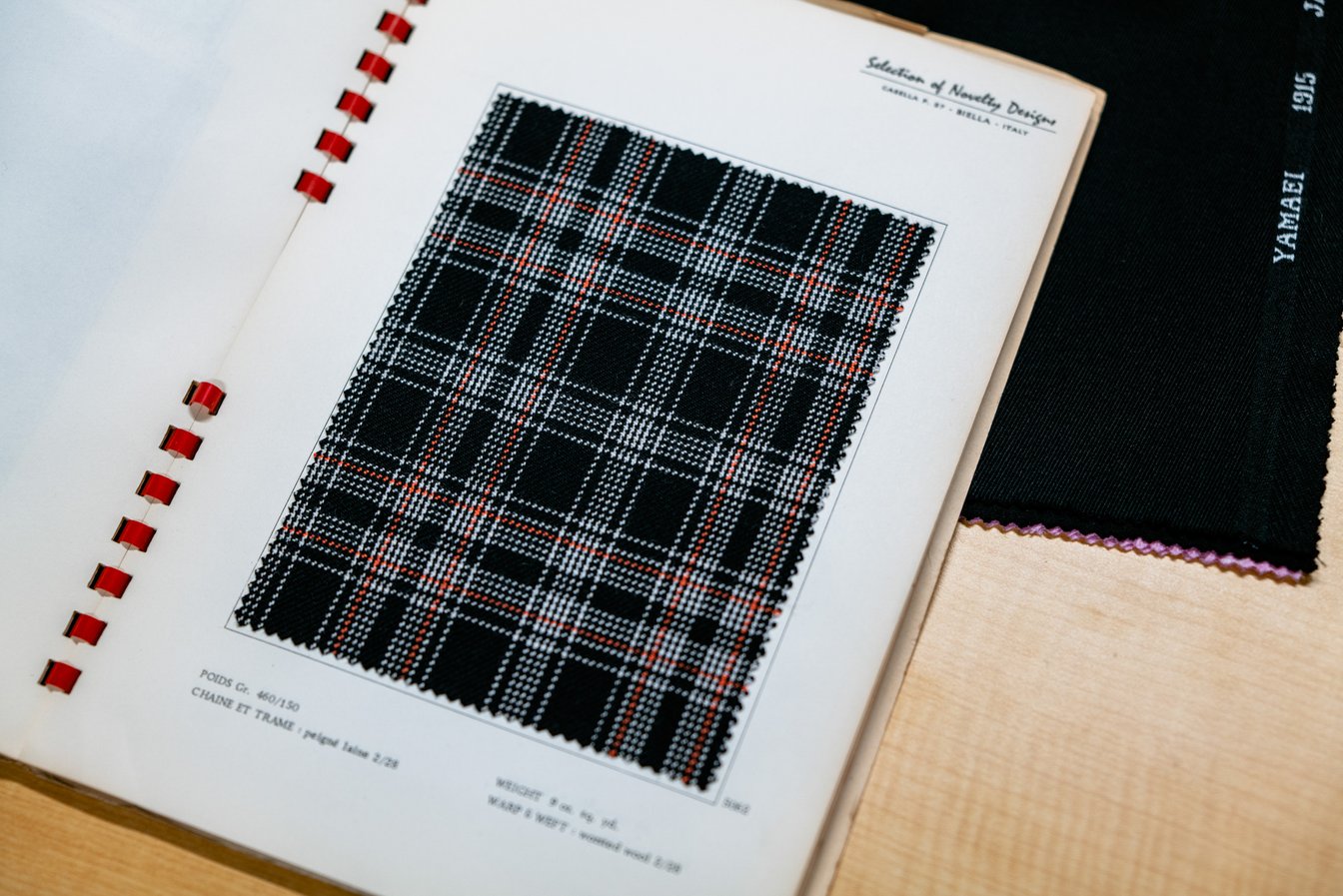
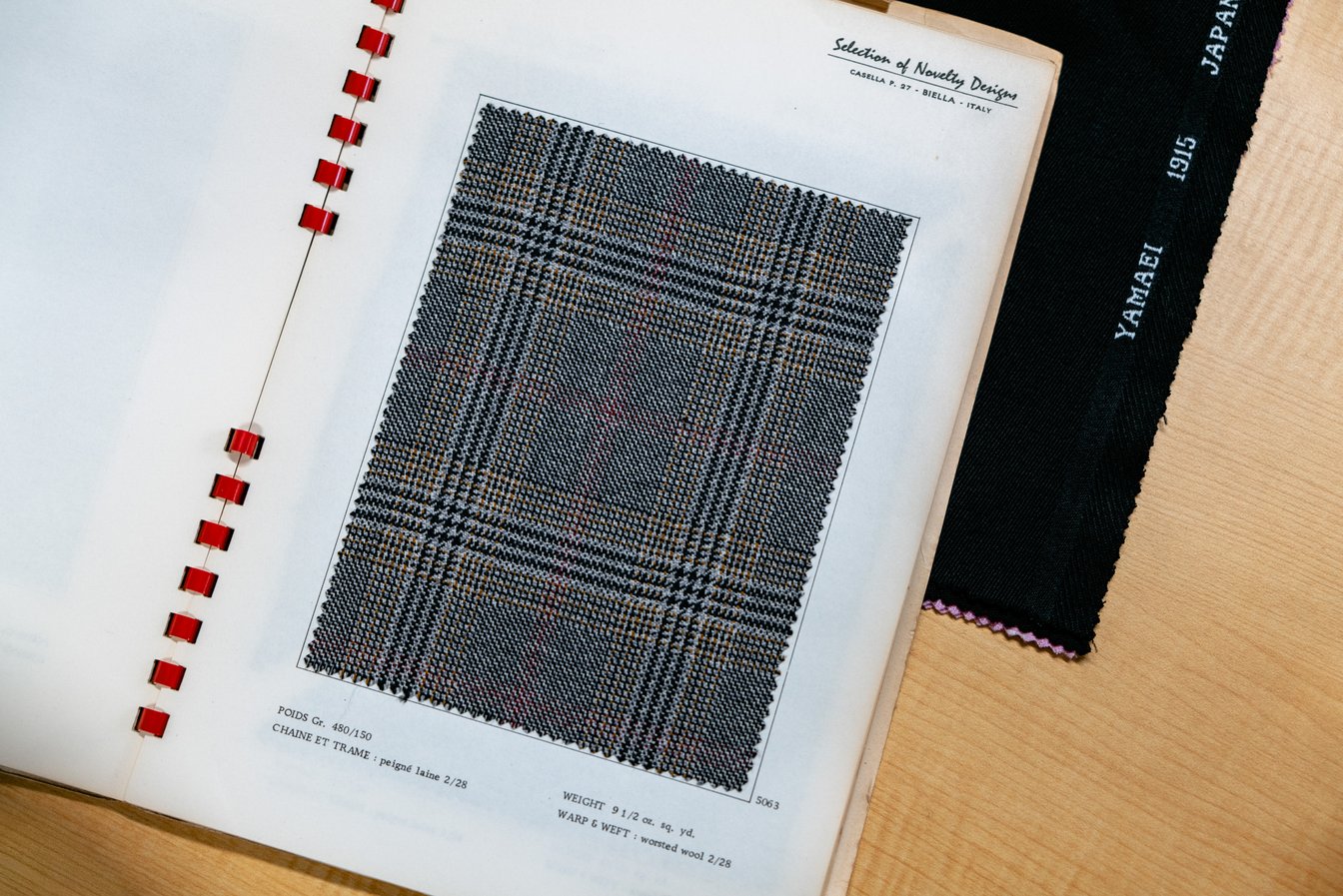
お馴染みのチェックも柄の輪郭を鮮明に浮き上がらせるのは機屋の腕の見せ所です。

同社定番の黒無地もアーカイヴは100通り以上!
「開発9割、プレゼン1割」海外デザイナーを魅了する日本の特異性

礼服の歴史を創り、メンズファッションを支える日本の代表的な機屋である山栄毛織。同社を筆頭に日本の機屋の開発姿勢には日本独自の懐の深さが宿っています。
大学での僕の研究テーマは「糸偏産業における日本の産地の国際競争力」ですが、海外の産地と比較して日本の産地が差別化できているのは開発の姿勢が大きいと感じるのです。例えば、テキスタイルの国として認知されているイタリアは「プレゼンテーションが9割、ものづくり(開発)が1割」と言うと大袈裟かもしれませんが、100ある実力を1000に見せることに力を注ぐ傾向にあります。一方で、日本は特産物がありながらも相手の要望次第ではそれ以外の素材も取り扱う姿勢が顕著です。
これは単に日本贔屓の視点ではなく、日本の産地が海外よりも遅れて発展したという産業史に由来するものです。糸偏産業では日本で唯一「世界三大産地」に入っている尾州でも、ビエラとハダースフィールドよりも100年以上遅れてサプライチェーンを確立しました。しかしその代わり、両者の良いところどりをした生地が作れるようになった。その編集能力が現在の競争にも生かされていると感じます。
海外では開発を依頼しても「できるけど得意分野ではないからやりたくない」と断られてしまうことが多いですが、日本に頼むと快諾して本当に綺麗に仕上げてくれる。その評判が業界内で広がり、日本の産地に依頼される率が上がっているのです。また、日本の産地の特徴である分業制の強みも生かされています。それは「仕上げたい型」に合わせて、工場ごとの仕上がりを見比べたうえで発注できるということ。こうした“編集”がしやすい点は、紡績・織り・染色・整理加工までを一貫対応し、工場の「味」を前面に出す海外の売り方に比べて自由度が高く、結果として、多様化するファッション業界のニーズにも合致したのでしょう。
山田さんはこのような日本の機屋の姿勢は、パナソニックホールディングスの創業者 松下幸之助が著書「日本の伝統精神 日本と日本人について」や、講演会などでよく言及していた「日本人は神道、仏教、儒教など本来思想が異なるものを共存させてきた抱擁力の高さがあるし、また漢字、ひらがな、カタカナを併用して目的や用途によって使い分ける創意工夫の精神がある」という発言をまさに体現していると感じるそう。異なるものを柔軟に受け入れる抱擁力と、それを形にする創意工夫。この精神性こそが日本の機屋の強みです。110年続く山栄毛織の歴史にも、こうした誠実さと底力が脈々と息づいていると感じます。
✍️ 豆知識
先代の研究がデータ化された最強の資産「生地見本」
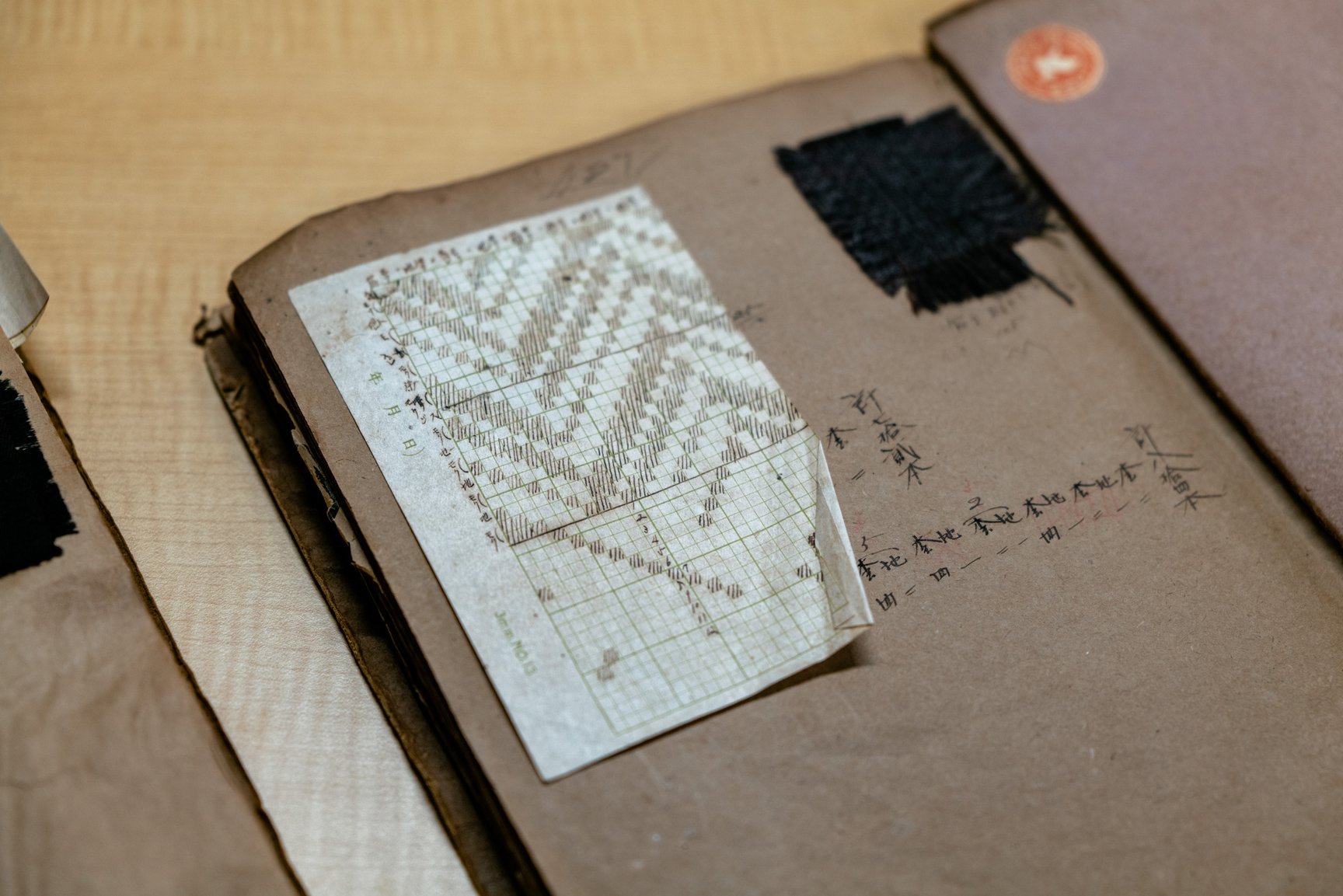
ほとんどの機屋は新しい生地を開発すると、試作とレシピをデータとして残し、一定の数が揃うと「生地見本」としてまとめます。これは設計の証明や商談の道具、再現をするための道具として非常に重要な企業の財産です。山栄毛織にはブラックフォーマルを始める以前の大正時代の生地見本が手に取れる状態で残っており、その先代の研究が今も企業を支え続けているそう。

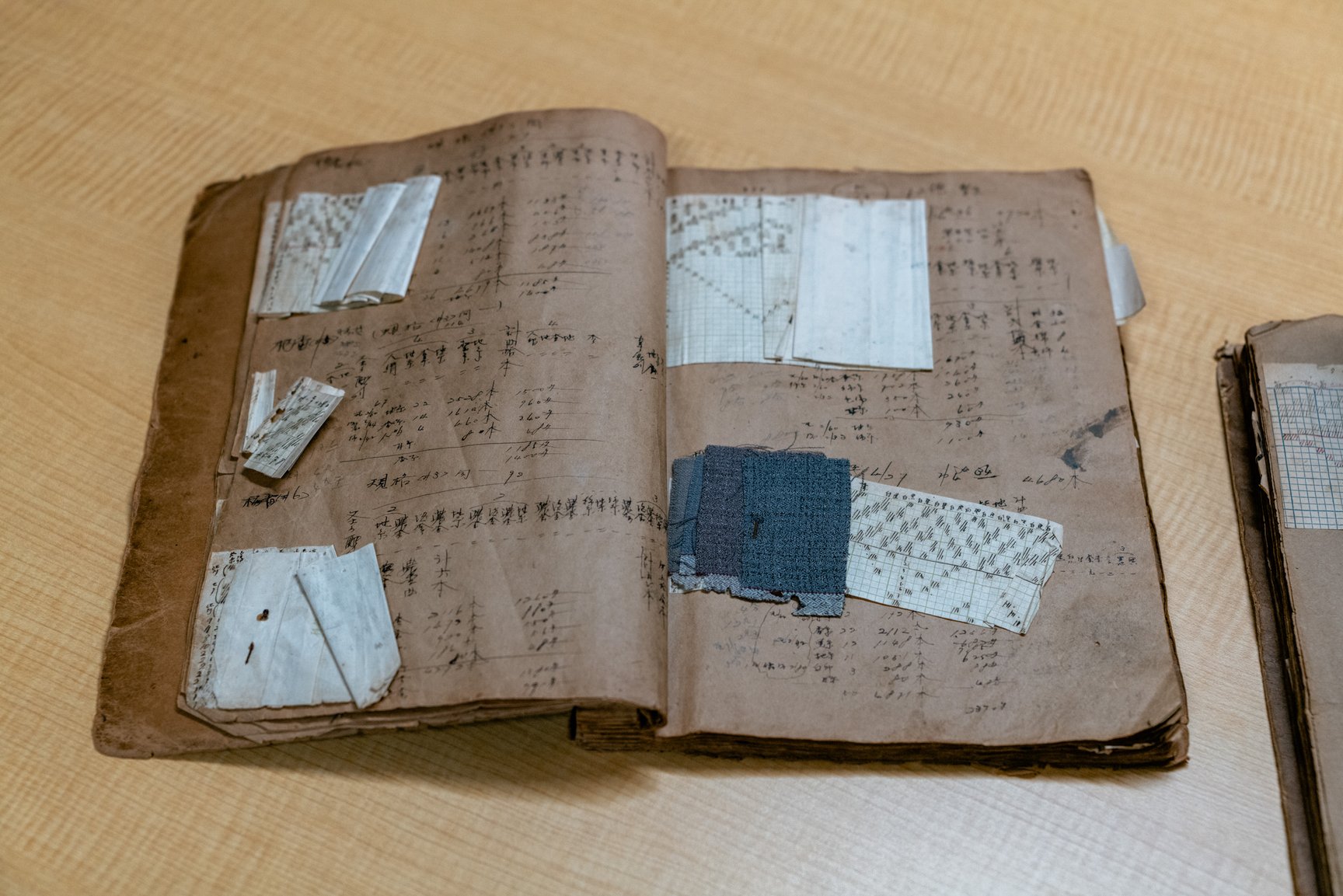

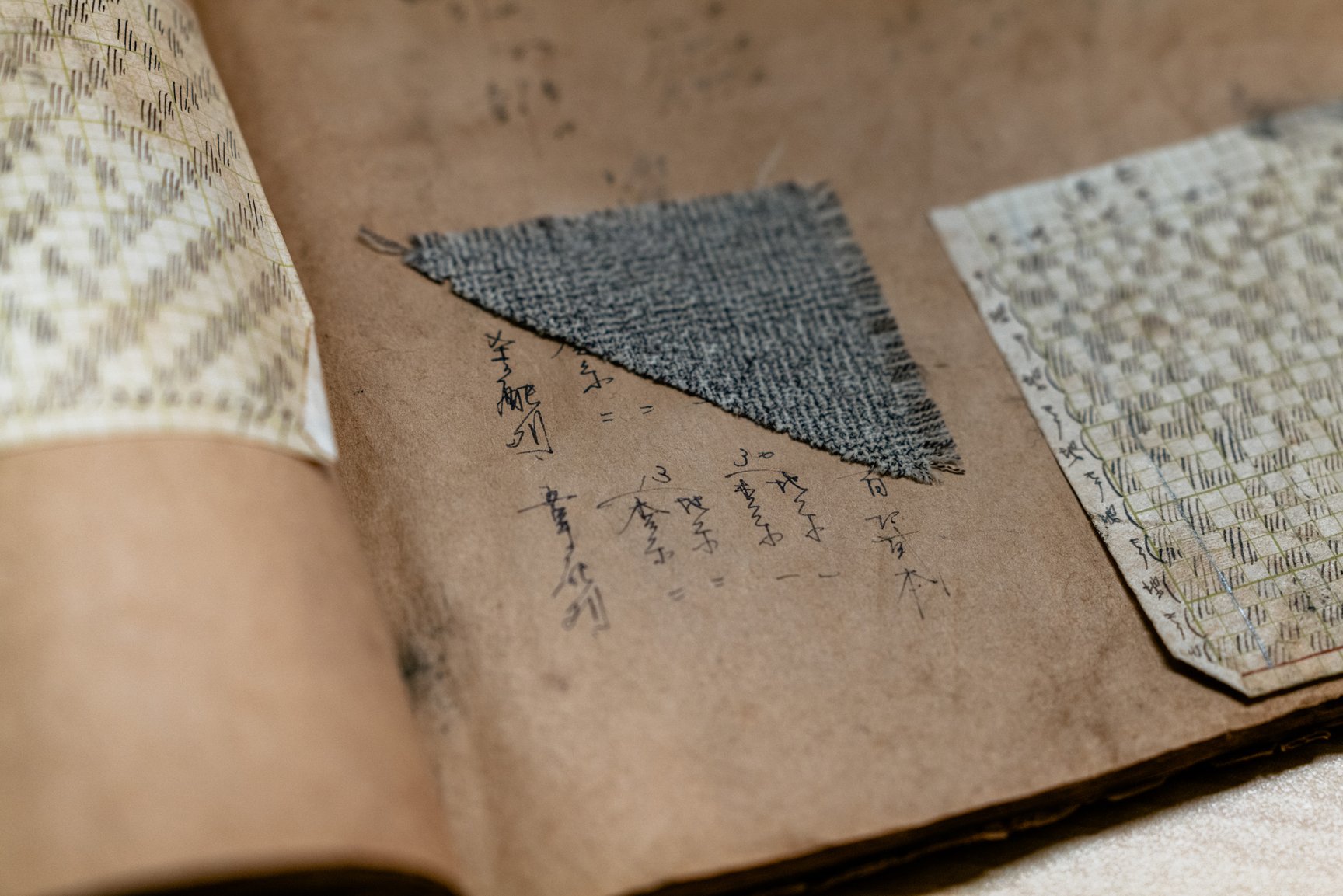

山田さん
産地での経験は先代の方が圧倒的に長いため、生地見本は非常に勉強になります。無地だけでなくさまざまな素材を取り扱ってきた歴史があり、それが全てデータとして蓄積できているのは強みですね。
まとめ:事業を守る使命感が100年続く産地を創る
「海外のデザイナーも一目置く日本の産地」の代表格である尾州と、その中でも専門性の高さで産地のブランド価値を底上げしてきた津島の山栄毛織についてお話ししてきました。「津島の地域の特徴を踏まえ、企業規模が小さいからこそ手間を惜しまずにやることを大切にしている」と山田さん。100年を超える歴史の中で、付加価値を高めることに惜しみなく努力を費やしてきた自信を示しつつも、「産地の継続のためには付加価値をつけるだけが正解ではない」と産地存続の核心に触れる言葉も口にされました。
産地のビジネスを成立させるには、機屋の開発力に加え、それを支える染色工場や整理(仕上げ)工場の存在が不可欠です。しかし、山栄毛織のような高付加価値品の発注だけで、これらの巨大なインフラを維持し続けるのは容易ではありません。大手スーツメーカーからの安定した大口発注が下支えとなり、工場のラインが動いているからこそ、津島にあるようなエッジを効かせた生地作りも成立するのです。「その恩恵を忘れてはいけない」という山田さんの言葉にも深い謙虚さが滲みます。


この視点も含め、僕は日本の産地は海外と比較して「継続の意思」の持ちようが大きく違うと感じています。海外では「採算が合わなければ撤退する」という合理的な判断が定石ですが、日本の産地には「代々続いてきた産業を守る」という使命感が根付いていおり、山栄毛織のように歴史のある会社が積極的に発信をしたり、教育機関とも連携して次世代へつなごうと工夫を惜しまないのは、まさにその意志の表れといえるでしょう。
この「守り、繋げる」という経営姿勢の真髄は、次回の取材地である「葛利毛織工業株式会社」でも、また異なる角度から深く感じ取ることができます。山栄毛織のレピア織機よりもさらに旧式のションヘル織機を100年近く稼働させ、ファッション産業の「生きた産業遺産」とも言われる同社ならではの生存戦略についてお届けします。是非お付き合いください!
photographer: Yujiro Ichioka/editor: Naru Kamoshita(FASHIONSNAP)
最終更新日:
ADVERTISING
PAST ARTICLES
【服と産地の解体新書】の過去記事

RANKING TOP 10
アクセスランキング








【2026年下半期占い】12星座別「日曜日22時占い」特別編

次なる猛暑対策ウェアは? プロ向けの展示会で新商品をリサーチ