こんにちは、宮浦晋哉です。この度、FASHIONSNAPでの連載「服と産地の解体新書」をスタートしました。学生時代に海外のファッション学校に留学し、日本の産地の注目度の高さに感銘を受けたことがきっかけで国内製造の発展と創出のお手伝いをしたいと考え、キュレーターとして活動を始めて15年が経とうとしています。これまで1000件以上の工場を巡り、僕が目にしてきたのは人手不足や高齢化などの厳しい現実以上に、他国にはない日本独自の技術力とビジネスの可能性。日本の糸偏産業には技術力と革新性があり、とにかく面白い。そして今、時代の変化に伴い産地のビジネスも変化を見せています。次の世代に引き継がれる転換期として、僕だから語れる産地の黎明の兆しを各産地の工場や歴史を通してお伝えしたいと思います。

宮浦晋哉
Shinya Miyaura
株式会社 糸編
1987年千葉県生まれ。大学卒業後にキュレーターとして全国の繊維産地を回り始める。2013年東京・月島でコミュニティスペース「セコリ荘」を開設。2016年名古屋芸術大学特別客員教授。創業から年間200以上の工場を訪れながら、学校や媒体や空間を通じて繊維産地の魅力の発信し、繋げている。2017年に株式会社糸編を設立。主な著書は『Secori Book』(2013年) 『FASHION∞TEXTILE』(2017年)。
ADVERTISING
第1弾は世界三大毛織物産地として知られる尾州産地。世界的にその価値が認められているのはもちろん、実は日本の繊維産業の発展に大きく貢献した歴史があります。国内産業を支えた尾州がどのように海外に認められ、そして現在まで続くブランド価値を確立したのか。「津島毛織工業協働組合」「山栄毛織株式会社」「葛利毛織工業株式会社」「渡六毛織株式会社」「テキスタイル・マテリアルセンター」「中伝毛織株式会社」「カナーレ/小塚毛織株式会社」の7件の取材をもとにお伝えしていきます。
尾州産地(びしゅうさんち)とは?

- 「尾州」は7世紀後半の書物に記された令制国「尾張国(おわりのくに)」が由来で、愛知県北西部から岐阜県羽島市、各務原(かかみがはら)市に広がるエリアを指す。
- 蚕の餌となる桑の栽培や綿花の生産に適した土壌、染色および加工に最適な木曽川の軟水が産地の発展に貢献。
- 麻から絹、絹から綿と時代のニーズに合わせて原料を変化させ、昭和初期から毛織物が主要産業に。
- 日本最大の毛織物産地で、国内の毛織物生産の約7割を占める。
- イタリアのビエラ、イギリスのハダースフィールドに並ぶ世界三大毛織物産地。
- 現在では毛織物を中心に綿、麻、絹、化合物繊維、複合素材など多様な製品を手掛け、糸、染色、織り、仕上げに至るまで一貫した生産体制が整っている。
連載第4回、今回は尾州の木曽川を西に越えた岐阜羽島エリアに拠点を構える「渡六毛織(わたろくけおり)株式会社」です。尾州産地のこれまでの機屋(はたや)が伝統を守り、付加価値を高めたビジネスであったのに対して、渡六毛織の強みは開発力です。
同社の創業は1890年。100年以上続く老舗企業でありながら、その企業理念は「変わり続けること」。尾州の特産であるファンシーヤーン(意匠糸)をメインにしつつも、柔軟な発想で開発の腕をひたすら上げてきた同社には、独自性の高い生地を求めるデザイナーやアパレルメーカーからの依頼が絶えず、尾州産地の中でも異彩を放っています。
川上から川下までを内包する岐阜県の産業構造
本連載で初めて愛知を離れ、岐阜へと足を踏み入れたわけですが、まず言及しておきたいのが同県の繊維産業が非常にユニークな発展を遂げているという事実。連載の第1回「尾州を作った知られざる偉人の物語」でも取り上げた通り、尾州産地は木曽川の軟水の恩恵を受けて発展しました。そのため、木曽川を中心に東側に愛知県(津島・一宮・尾西)、西側に岐阜県(羽島市・各務原市)が広がる位置関係にあります。岐阜県のなかでも羽島市は南部(下部)位置しますが、実は中心部は東京・大阪と並ぶ三大ファッション産地「岐阜アパレル」として機能し、県内で川上から川下まで全て揃う、全国的にも珍しいハイブリッドな構造となっているのです。
もともと、岐阜の繊維業は羽島が尾州のほかの地域と同様に、1890年頃から織物産地としての機能を持ち始め、明治時代の貿易が盛んな時期に輸入紡績糸の使用によって産業として台頭するようになりました。しかし、太平洋戦争末期、尾州の中心である一宮が空襲で甚大な被害を受け、岐阜市にも焼け野原が広がり、街の産業が立ち行かなくなりました。そこへ、行き場を失った満洲(主に中国ハルピン)からの引き揚げ者たちが集まり、1946年に岐阜駅前に闇市(ハルピン街)を建設しました。これが岐阜アパレルの始まりとなります。
当時、このような闇市は全国的に点在しており、ハルピン街の引き揚げ者たちも他の闇市と同様にビジネスではなくあくまでも生計を立てる目的で飲食や衣料品の販売を開始。しかし、1947年7月に公布された「飲食営業緊急措置令」によって、都道府県知事に許可された以外の飲食店の営業は取り締まりの対象になりました。それを受け、引き上げ者のリーダーだった高井勇(たかい いさむ)氏が岐阜警察に古着屋の営業に必要な鑑札の発行を交渉。ハルピン街は一斉に古物商に転換しました。
古物商には商品に貼る古着証紙が配られましたが、資源がない彼らは軍払い下げのテントで作った衣服を証紙付きで販売。それも尽きると、空襲を逃れた一宮や尾西の機屋から、当時は統制品だった原反(生地)を警察の目を掻い潜って調達し、加工して売るようになりました。
当初は集団的だったこれらの取引も、1949年の統制暫時撤廃を機に独自に事業化する者が増加。翌年の完全な統制撤廃によって衣料品事業を拡大する動きが一気に広がり、巨大なアパレル産地へと発展を遂げました。
一方、羽島市の多くの機屋は空襲の被害を受けながらも、焼け残った部品を集めて一つの織機に組み立て、独自の生産を再開します。当時の羽島はウールの着物地を生産していた背景があり、和服向けから色柄豊富な洋服地までバラエティに富んだ生地の供給が可能だったため、距離の近い岐阜駅前の問屋街とも、復興の初期には盛んに商取引を行っていたと見られています。
しかしその後、羽島がオーダーメイドの紳士服や婦人服向けの高級な毛織物、着物地へと特化していくのに対し、岐阜アパレルは綿や化学繊維を用いた既製服の大量生産へと舵を切ったため、両者の商取引は減少。ただ、同じ県内で商と工が独自の進化を遂げ、産地として成長した特異性は岐阜県ならでは。そして岐阜羽島の機屋には戦後の混乱期に隣町の需要とスピードに応え、多様な素材を取り扱うなかで養われた体力が今も根付いているのです。
参考文献
- 荻久保嘉章・根岸秀行 編『岐阜アパレル産地の形成 ー証言集・孵卵器としてのハルピン街ー』(清文堂出版、2003年)
- 山内寿美「6. 岐阜県のアパレル産業」(『繊維製品消費科学』2018年)
イメージと現実の距離が広がり過ぎた時代の葛藤
毛織物の産地でありながら、時代のニーズに合わせてさまざまな糸や生地の開発をしてアパレル産業を支えてきた岐阜羽島。王道から少し離れているからこそ持てる柔軟な発想と、新しさをハイスピードで市場に流す体力。それが岐阜羽島に流れる独自のDNAと言えるでしょう。
しかし、その柔軟なフロンティア精神を持ってしても、ものづくりの現場にはジレンマがつきもの。特に2010年代後半からは、SNSやデジタルツールの普及により、世界中のトレンド情報がリアルタイムで手に入るようになり、生産現場では企画の初期段階から、具体的で解像度の高い生地イメージを要求される傾向が強まっています。
流通量が多く、トレンドの移り変わりが激しい婦人既製服市場では、ブランド側は唯一無二の生地を使用することで顧客の関心を引き、他社との差別化を図ろうとします。一方で工場側は、リスクのある新しい開発にコストや時間を投じることを躊躇うため、両者が合意に至るハードルは必然的に上がります。しかしその厳しい状況こそが、アパレル産業のハイスピードに対応しながらも、複雑な開発の要望に柔軟に応えられる企業が重宝される転機にもなったのです。
#4 尾州産地の異彩 渡六毛織について

僕が尾州産地に通うようになったのは2010年頃からですが、渡六毛織を知ったのは2020年代に入ってからでした。テキスタイルのイベントなどで表立ってアピールするような社風ではないものの、その確かなクラフトマンシップに惚れ込んだファンが多い“知る人ぞ知る会社”という印象です。
今回お話を伺うのは、営業課長を務める小野裕太郎(おの ゆうたろう)さん。自ら開発に携わりながら、顧客のために週1回は東京へと出向く同社のキーマンです。小野さんへの取材を通して、年間数百件にも及ぶ新作を手掛ける渡六毛織の興味深い開発体制について掘り下げます。

年間200以上の新作 圧倒的な開発力の裏側
確固たるアイデンティティの確立を目指してクリエイションに磨きをかけようとするファッションブランド。しかし、大量生産のファストファッション時代を経て、デザインも生地も飽和状態にある現代では、そもそも唯一無二を生み出すこと自体が極めて困難になっています。
そんな課題に対し、渡六毛織は圧倒的な手数の多さで作り手の選択肢を広げ、信頼を獲得しています。「どこよりも自社開発をしている自信がある」と小野さんが言うように、同社はこれまでの企業史において定番品を定着させることよりも、新たなものづくりに手を伸ばし、設備投資も惜しまず、開発が得意な社内体制を作ることに注力をしてきました。

同社の年間の開発件数は200件以上。シーズンごとにコンセプトを決め、「ワタロクコレクション」として制作する50〜100品番の新作に加え、別注にも積極的に対応しています。従業員数も20人ほどで大所帯ではありませんが、卓越した開発のスピードと手数を可能にしている大きな要因は、織る前の準備工程である「整経(せいけい)」をほぼ自社で賄うという独自体制を確立しているからです。
整経とは、織機に糸をセットするために、必要な本数と長さの経糸(たていと)を用意して張りや密度を均一にする重要な作業です。数千本にも及ぶ糸を連続してビームと呼ばれる筒状の道具に巻き付けます。

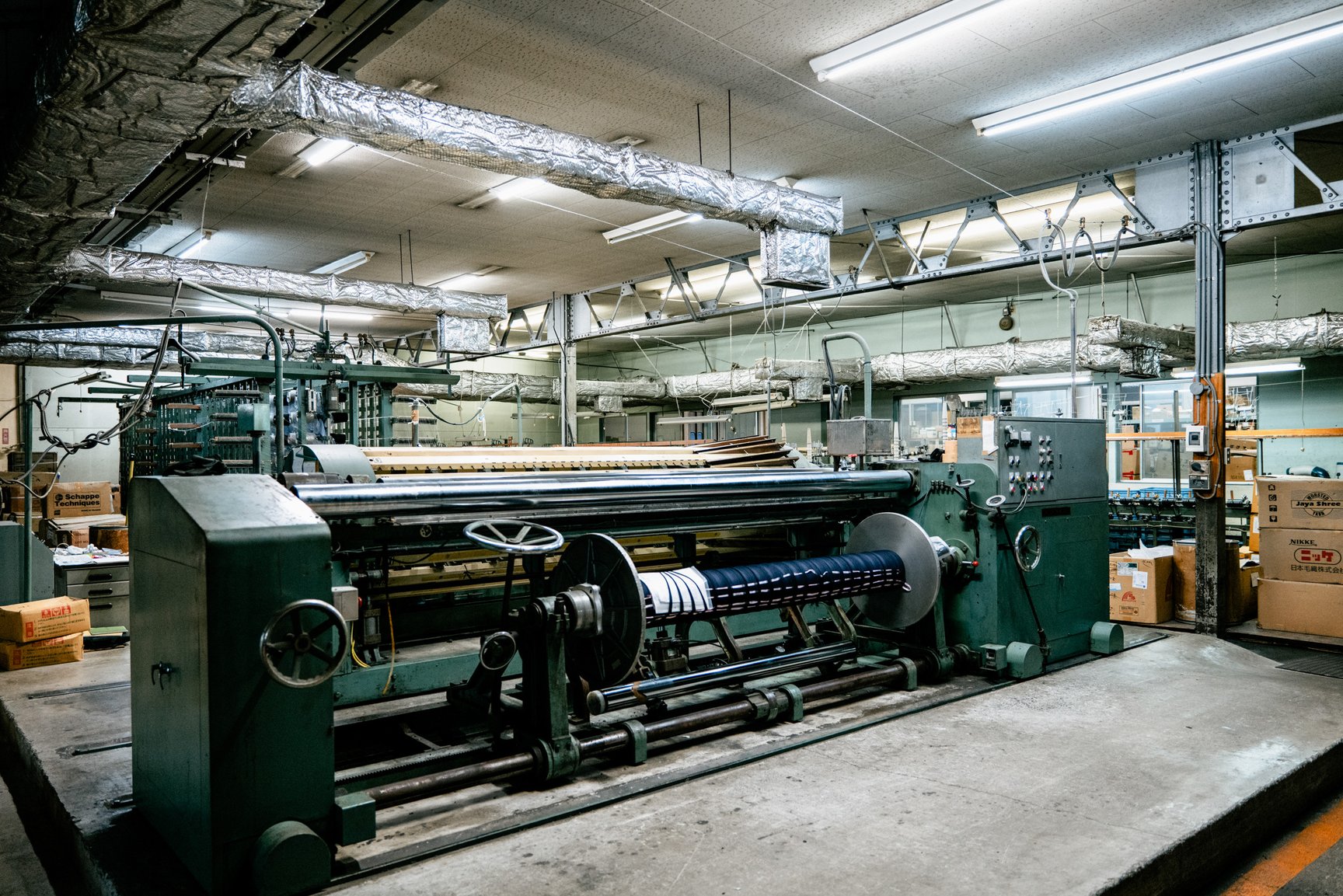
分業制が基本の尾州において、この工程を自社で完結できるのは非常に大きな強みです。同社では4台の整経機が稼働しており、ベテランの職人の手によって難易度の高い糸でもすぐに経糸として仕込むことができます。これにより、新しい生地を試作したいときに外部の業者を挟むタイムロスがなく、スムーズに織機にかけることができるのです。
✍️ 豆知識
顧客の満足度を上げる営業担当の動き方
工場の営業担当といえば、顧客の要望を持ち帰り、現場の職人に交渉するというイメージが強いと思います。ただ、この体制ではデザイナーの熱量や細かなニュアンスが現場に伝わりきらないというリスクが伴います。しかし、小野さんをはじめとする渡六毛織の営業担当は、自ら織機の設計を作ることができるため、展示会などで受けた要望に技術的な裏付けを持ってスムーズかつスピーディーに対応することが可能。この現場と直結した営業力が顧客の高い満足度につながっているのです。



小野さん
デザイナーさんと一緒に試行錯誤しながら商品化まで持っていけた生地は特に思い入れがありますね。お気に入りは「ノノット(nonnotte)」のスラックス。デザイナーの杉原淳史さんと相談し、60双糸(ろくまるそうし)という番手のウール100%のとても細い糸でファンシーヤーンを4種類作り、メンズのアイテムにふさわしい質感に仕上げました。ウィメンズの方が割合としては多いですが、メンズの発注にも柔軟に対応しています。
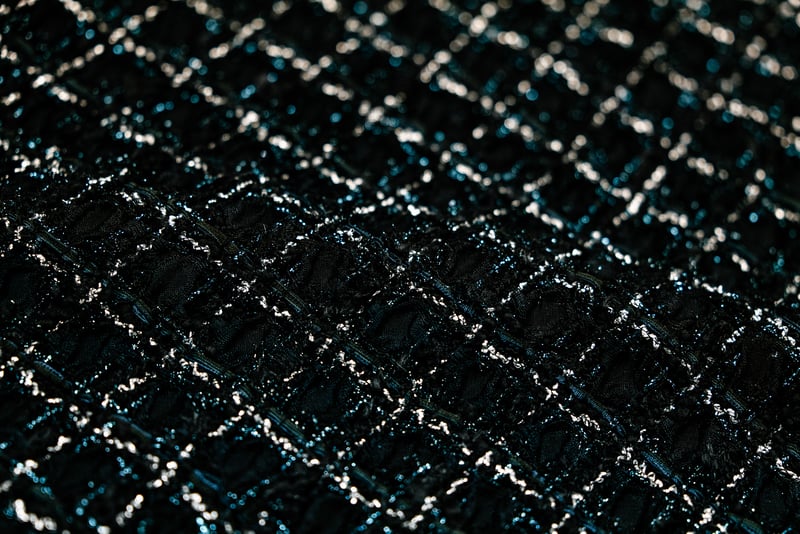
“見たことがない生地”は糸から違う
渡六毛織では冒頭にも登場したファンシーヤーンを経糸に使用していますが、機織りの構造上これは超高難易度な選択です。
ファンシーヤーンは糸にループやムラ感などの装飾性があり、糸の太さは場所によって異なります。一般的に、機械の摩擦を受けやすい経糸には丈夫でストレートな糸が用いられ、左右を移動するだけの緯糸(よこいと)にファンシーヤーンが選ばれます。経糸に意匠糸を使うと、摩擦で糸の細い部分が切れてしまうことがあったり、糸同士が引っかかって機械が止まってしまうリスクもあるため、簡単には織れません。

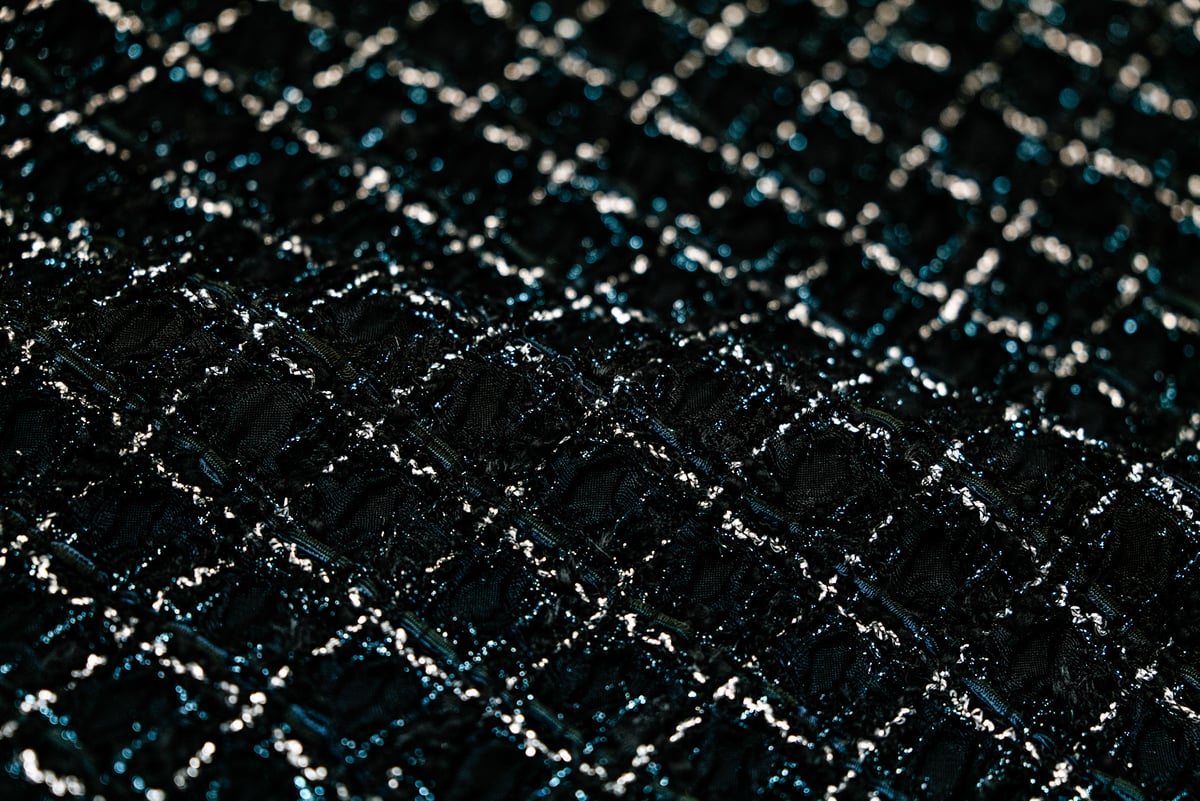
前述したように、同社は自社で整経をしていますが、切れやすいファンシーヤーンを綺麗に並べるのはとても繊細な力加減の調整が求められるため、整経を長年手掛けてきた自社の職人が一番信頼できるというのも頷けます。
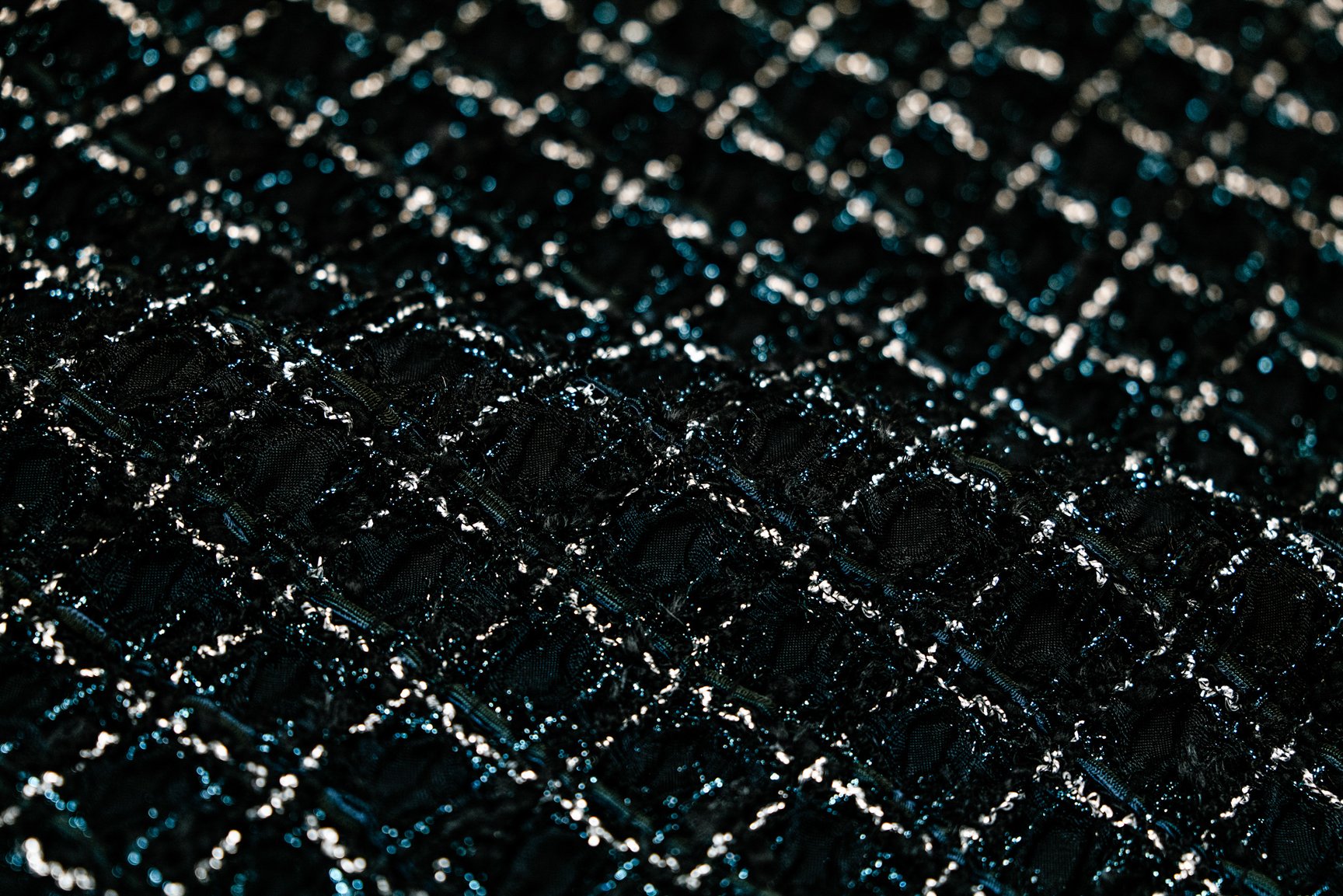
それに加えて、同社が注力しているのはオリジナル糸の開発。毎シーズンの「ワタロクコレクション」では、ウール、綿、シルク、ポリエステル、レーヨンなどを混紡したファンシーヤーンを使用し、コピー不可能な個性的な生地の制作に成功しています。

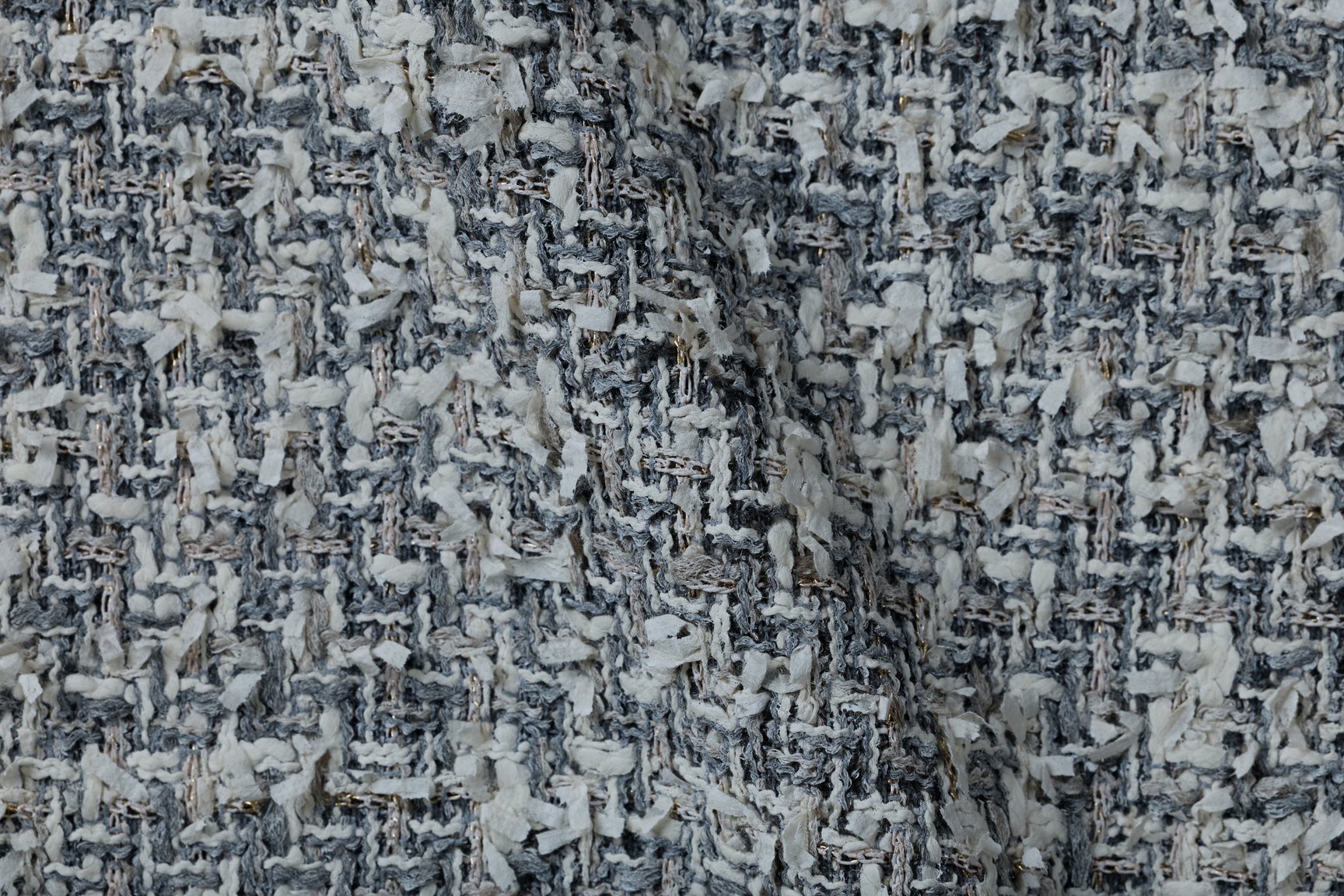

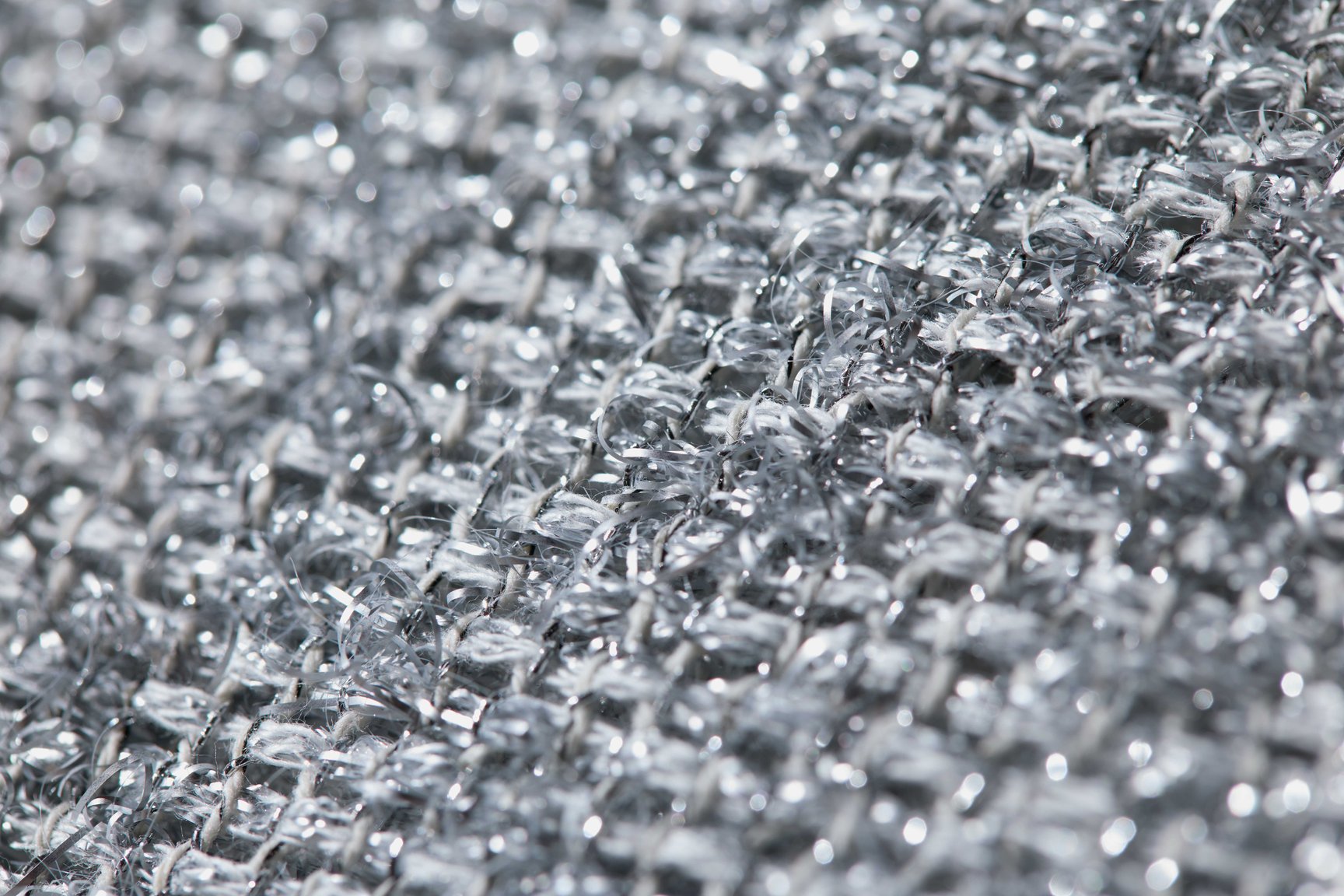



Image by: 渡六毛織
開発への挑戦心が燃料に
ここまでの内容から分かるとおり、年間200品番の新作に加えてクライアントからの別注対応という途方もないトライアンドエラーを通じて蓄積されたノウハウは渡六毛織の最大の財産です。工場には25台のレピア織機が並びますが、そのうち8割が複雑な組織を組める仕様で、扱いが難しいファンシーヤーンを経糸として通しやすいように、織機自体に独自の改造を施して工夫を重ねています。さらに、年間で投じている開発費は1000万円以上。開発への飽くなき熱量に頭が下がります。
「はっきり言って結構失敗もします。だけど開発をしていなかったらノウハウを積むこともできないから、そっちに舵を切っています」と、小野さんは語ります。ベテランの社員が現場を支える一方で、若い社員も多く、勤続年数が長い社員が持つ深い知見を新入社員へそのまま受け継ぐことで、会社全体の対応力を底上げし、常に更なる高みを目指せる体制を築いているのです。


独自のノウハウを多く持つ一方で、特定のスタイルを定めていないのも同社の面白いところ。毎シーズン、社内で分け隔てなくアイデアを募ったり、時にはAIをを活用しながら柔軟にコンセプトを設定し、それに合わせた開発を行っています。
とはいえ、毎シーズン全ての生地を完全に刷新するわけではありません。主力である「テクノウール」シリーズではアップデートをしながら新作を進行しつつ、その裏側で全く新しいジャンルになるような実験的な開発を進めているといいます。
こうして生み出されたコレクションは、年に2回、東京で開催している独自の展示会でセレクトショップや、アパレルブランドに提案しています。会場は青山の滑稽通りの周辺など、規模の大きさよりも東京を拠点にするブランドの担当者が「日常で立ち寄りやすい場所」であることを第一に選定。作り手と直接向き合うことを大切にし、ファッション業界に常に新しい選択肢を提案し続けています。
✍️ 豆知識
「繊維工場の給料が上がらない」は嘘?ハングリーな働き方
僕が服飾学校でも授業を持つようになったり進路相談に乗ったりするなかで、産地の方々の努力もあり、工場への就職を希望する学生が徐々に増えてきました。一方で、給料が上がりにくいという理由で定着せず、数年で退職してしまうケースもよく聞くきます。
小野さんは24歳の時に渡六毛織に入社し、取材時で12年勤続しています。就職する側が抱えるジレンマをどのように克服してきたのか、その要因は手元にある商品を自ら売り込む気概を持つことだといいます。

小野さん
古着に興味があり、服の生地を触るのが好きな学生でした。関西大学に進学し、大学内のファッションサークルに所属しながらエスモード学園の夜間に1年間通うなどファッション好きらしい学生生活を送っていました。卒業後はしばらく別のことをしていましたが、やはりファッションの仕事に就きたいと考え、地元の名古屋からほど近い繊維工場に自ら電話をかけて「求人をしていますか?」と聞いて就職活動をしていましたね。渡六毛織を知ったのはその年のテキスタイルコンテスト。グランプリを受賞した企業の求人を調べたら、たまたまオープンだったので応募したんです。
ここだからできたことかもしれませんが、開発も営業もさせてもらえる環境だったので、どんどん自社の商品を売り込んでお金を自分で持ってくるという姿勢でハングリーに続けてきました。開発も営業も新規開拓をしていくと、一般企業では味わえないやりがいを感じられると思います。しかし、それもまずは仕事を楽しむ視点があってこそ。若い方々にはそれを忘れずに希望を持って働いて欲しいです。
まとめ
激変するアパレル業界の波を、軽やかに乗りこなしているように見える渡六毛織。戦後のアパレルが求めたスピード感と、多様なニーズに鍛え上げられたDNAは現代のファッション業界を支える影の実力者としての姿勢に色濃く受け継がれています。一方で、その過程で確かな企業努力があることも忘れてはいけません。
100年続く老舗企業でありながら、「変わり続けること」を理念に掲げて運営してきた背景には、職人技に頼りきりになるのではなく、次々と新しい生地を生み出せる開発の土壌を長年かけて築き上げてきたマネジメント力があり、それこそが同社の真の強みであると考えます。
同社をはじめ、機屋の飽くなき開発の果てに生み出された生地は、ただ市場に出回るだけではありません。新しい生地を自から生み出したいと考えるデザイナーは、機屋に積極的に赴き、過去のアーカイヴからインスピレーションを得ることだって珍しくないのです。
次回の連載では、同じ岐阜羽島エリアに位置する“素材の資料館”こと「テキスタイル・マテリアルセンター」を取り上げます。日本中のデザイナーが必ず訪れると言っても過言ではなく、尾州をはじめ日本の各地で織られた多様な生地はもちろん、海外の展示会に出展された生地までが揃います。日本の産地とアパレル市場をより豊かな方向に導く岐阜県毛織工業協同組合のお二人のエピソードに、ぜひお付き合いください。
photographer: Yujiro Ichioka/editor: Naru Kamoshita(FASHIONSNAP)
最終更新日:
ADVERTISING
PAST ARTICLES
【服と産地の解体新書】の過去記事


RANKING TOP 10
アクセスランキング









スターバックス、初のカプセルトイの発売延期 熊本地震の影響を鑑み